Product Introduction
Electrically Powered Operational Efficiency
Utilizing motor-driven technology, these systems prioritize adaptable functionality with reduced upkeep demands. The energy-efficient design delivers zero-emission operation and enhanced dependability, offering significant savings on power expenses compared to combustion-based counterparts.
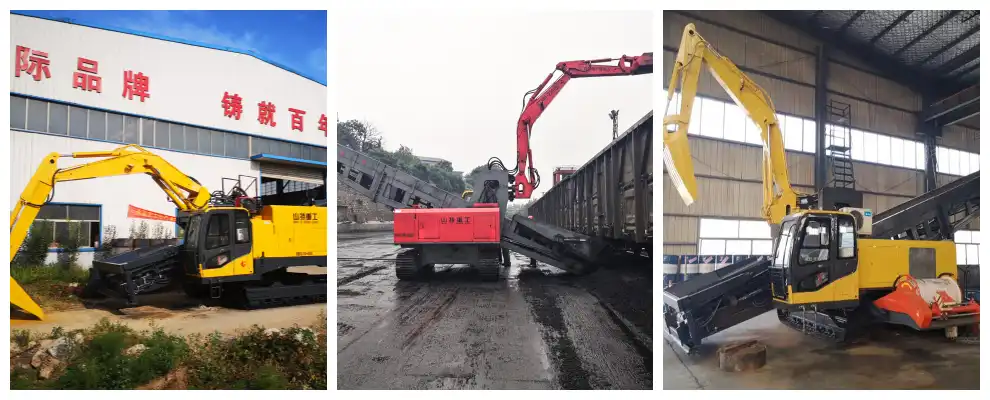
Streamlined Material Handling Process
Bulk materials transition seamlessly from unloading mechanisms to transport units through rear-mounted conveyors, eliminating intermediate contact with surfaces and suppressing airborne particulate dispersion. This approach promotes sustainable resource management while mitigating ecological impac
Compact Loading Interface Design
A space-efficient enclosed intake structure prevents material leakage onto rail infrastructure, maintaining unimpeded rail operations. The configuration ensures cleaner workspaces and decreases residual cleanup requirements post-operation.
Comprehensive Railcar Emptying Capability
Extended mechanical reach facilitates thorough material extraction from transport containers, minimizing residual deposits and reducing workforce dependency for manual clearance tasks.
Intelligent Environmental Management
Incorporating adaptive ventilation mechanisms, the equipment ensures consistent air renewal while employing eco-conscious thermal regulation methods. Programmable climate management enhances energy-efficient temperature modulation.
Enhanced Operational Synchronization
Coordinated hydraulic integration and process automation enable accelerated material transfer cycles, delivering superior throughput efficiency relative to standard mechanical alternatives.
Company Strength
Founded in February 2009, Shandong Shante Heavy Industry Machinery Co., Ltd is a natural person wholly-owned enterprise engaged in research and development, production, manufacturing and sales of mechanical equipment in coal mines, water conservancy projects and non-coal mines. With an area of over 10 hectares, the company has four series of more than 20 varieties, mainly including mining electric excavators, mining slag extractors, digging transfer machines, coal unloaders, milling excavators, etc. Its products are widely used in coal and non-coal mines, water conservancy projects, railway construction and tunnel, culvert excavation, loading and unloading, transferring and stacking of railway port cargo. The domestic market covers 28 provinces, municipalities and autonomous regions. The products are exported to Russia, South America, Southeast Asia and Africa, and have served more than 30 countries and regions around the world. After more than ten years of efforts and development, the company has won the fame and become the lead in the domestic mining machinery industry. It has successively won the Certificate of National High-tech Enterprise, the Certificate of Coal Safety and Mine Safety issued by the Anbiao National Center for Mining Products Safety Sign, and has been rated as the Provincial/Municipal Advanced Enterprise, the Enterprise that Honors Contract and Keeps Promise and Provincial Civilized Unit for many years.
In addition, as the New Material Technology Incubation Center, Teaching and Experiment Base and Post-doctoral Innovation Practice Base of Shandong University, the company also acts as the Municipal Enterprise Technology Center and Municipal Key Laboratory. The company has a solid foundation of innovation, leading innovation ability in the industry, excellent service, honesty and trustworthiness, excellent product quality, and hence the continuous improvement of enterprise popularity and reputation is well expected. The annual output of various mining machinery is 3000 sets.






HelloPlease log in